Admin
Admin
عدد المساهمات : 569
تاريخ التسجيل : 15/03/2013
 | | موضوع: الغزل التوربيني الجمعة سبتمبر 27, 2013 7:51 pm | |
| الغزل التوربيني - اقتباس :
سنتحدث في هذا الموضوع عن نوع آخر من أنواع الغزل وهو الغزل التوربيني أو غزل الطرف المفتوح (Open-end spinning), يعتبر الغزل التوربيني أحد التطورات الحديثة في صناعة الغزل بهدف زيادة الإنتاج, حيث ظهرت العديد من المشاكل عند زيادة السرعة على آلة الغزل الحلقي منها زيادة التقطعات, واهتراء الزرد بسرعة, فتوقفت سرعة الآلة عند حاجز 25000 دورة في الدقيقة في الآلات الحديثة.
قام العلماء في تشيكوسلوفاكيا عام 1967 بإيجاد فكرة جديدة للغزل تعتمد على مبدأ روتر دوّار (Rotor) مما أدى لزيادة الإنتاج بشكل كبير حيث وصلت سرعة هذا الروتر في البداية إلى 20000 دورة في الدقيقة وحالياً تجاوزت السرعة 100000 دورة في الدقيقة.
هذه صورة لآلة غزل توربيني من شلاف هورست
يتبع..
- اقتباس :
تعرفنا على نشأة الغزل التوربيني أو غزل الطرف المفتوح وسنشرح الآن المراحل التي نمر عليها للوصول للخيط :
- تفتيح شريط السحب (Sliver) حتى درجة الشعيرة الواحدة.
- نقل الشعيرات التي تم تفتيحها بواسطة الهواء بعد انفصالها عن الشريط.
- تكثيف الشعيرات في علبة الغزل حتى النمرة المطلوبة.
- إعطاء البرمات المطلوبة.
- تدوير الخيط الناتج على كونات مخروطية أو اسطوانية.
نلاحظ من المراحل السابقة أن آلة الغزل التوربيني تقوم مقام ثلاث آلات مقارنة مع الغزل الحلقي وهي آلات البرم والغزل الحلقي والتدوير, وهذا يوفر في كلفة الآلات ومساحة الصالة بمقدار 40% وعدد العمال حيث تحتاج آلة غزل الطرف المفتوح تقريباً إلى ثلث عدد العمال المطلوبين في آلة الغزل الحلقي وكذلك توفير في تكاليف الصيانة.
يتبع..
- اقتباس :
سنبدأ الآن بشرح عملية الغزل بدءاً من الشريط وحتى الخيط النهائي.
في البداية يتم وضع براميل السحب على الآلة ثم تغذية الآلة بشريط السحب من خلال أسطوانة التغذية وتكون موجودة في كل الرأس, وتتراوح نمرة الشريط بين (2.5 – 5.5) Ktex
ينتقل الشريط بعد ذلك إلى مضرب التفتيح (Opener) لتبدأ عملية التفتيح واستخلاص الشوائب, وهو عبارة عن أسطوانة مغطى سطحها بكسوة معدنية, لها زاوية ميل تختلف باختلاف المادة الخام.
ومن أهم العوامل التي تؤثر على مستوى وكفاءة التفتيح واستخلاص الشوائب في مضرب التفتيح :
- الشكل الخارجي لأسنان المنشار.
- زاوية ميل الأسنان على سطح المنشار.
- عدد الأسنان في البوصة المربعة.
- نوع المعدن المصنوع منه أسنان المنشار ومعالجته الحرارية.
- معامل الاحتكاك لأحرف أسنان المنشار.
- موقع فتحة دخول الهواء بالنسبة للمنشار.
- حجم الهواء المار فوق سطح المنشار.
- السرعة السطحية للمنشار.
يتبع..
- اقتباس :
الصورة التالية توضح طريقة عمل مضرب التفتيح
- الشريط.
- مضرب التفتيح.
- شوائب.
- شعيرات متفتحة.
المرحلة التالية التي تأتي بعد مضرب التفتيح هي نقل الشعيرات إلى داخل الروتر وتتم عن طريق قناة أو أنبوبة تنقل الشعيرات المتفتحة إلى السطح الداخلي للروتر, توضح الصورة التالية انتقال الشعيرات المتفتحة إلى داخل الروتر عبر القناة.
يتبع..
- اقتباس :
تعتبر المراحل السابقة من تغذية وتفتيح وتنظيف مقدمة لعملية الغزل التوربيني, وعند دخول الشعيرات إلى الروتر تبدأ عملية الغزل, وقبل شرح العملية ولتقريب الصورة بشكل مبسط حتى نفهم معاً الآلية, سأبدأ الشرح من غسالة الأتوماتيك, تخيلوا معي أننا فتحنا باب الغسالة وهي تعمل والملابس تدور بداخلها بسرعة كبيرة, ثم قمنا بسحب قطعة من الملابس من داخل الغسالة إلى الخارج, ما سيحدث أن قطعة الملابس ستكتسب عدد من البرمات وستسحب معها القطع الأخرى.
إن آلية الغزل التوربيني تشبه الغسالة الأتوماتيكية حيث أن الروتر يقابل حوض الغسالة والشعيرات يقابلها الملابس, هذا مثال بسيط لتوضيح فكرة هذا النوع من الغزل أرجو أن تكون واضحة.
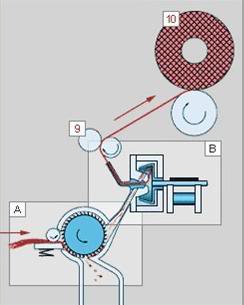
ننتقل الآن لشرح آلية غزل الخيط, بعد تهيئة الشعيرات للدخول في الروتر من خلال العمليات السابقة, ولدى اندفاع الشعيرات إلى داخل الروتر والناتج عن شفط الهواء, وحركة منشار التفتيح تتوضع الشعيرات على المحيط الداخلي للروتر, نتيجة للسرعة الدورانية العالية جدًا للروتر, تتم عملية غزل الخيط وتوليد البرمات فيه نتيجة لشفط الهواء وقوة الطرد المركزي ليعبر الخيط المتشكل من خلال العدسة الزجاجية متجها إلى محور التوريد ثم إلى محور اللف وتشكيل الكونة النهائية.
أترككم مع الصور.
يتبع..
- اقتباس :
ملاحظة
نستنتج من المشاركة السابقة سبب تسمية الغزل التوربيني بغزل الطرف المفتوح (Open-end spinning) وذلك لأن طرف الشعيرات الذي يغذي الآلة يُسحب ويفتح إلى درجة ينقطع فيها استمراره, فتتكون فجوة بين الشعيرات المغذاة والخيط المتكون وذلك قبل تكثيفه في علبة الغزل, وعلى ذلك فلايوجد استمرار للطرف المغذى كما هو الحال في الغزل الحلقي.
- اقتباس :
بعد خروج الخيط من الروتر يتم سحبه بواسطة أسطوانات سحب وأثناء ذلك يمر على حساس جودة الخيط ثم إلى محور اللف الذي يقوم بعملية توجيه للخيط وذلك بوجود خطاف يعطي الحركة الترددية للتحكم بطول الشوط اللازم لعملية لف الكونة, والتحكم بزاوية اللف, كما في الصورة التالية لآلةR 40 من Rieter وحساس جودة الخيط USTER QUANTUM 2
يتبع..
- اقتباس :
كان هذا الموضوع عبارة عن شرح بسيط ومختصر للغزل التوربيني أو غزل الطرف لمفتوح, تعرفنا فيه على تسلسل العمليات من مرحلة الشريط (Sliver) وحتى نصل إلى الخيط النهائي, واعذروني إذا كنت قد أطلت عليكم أحياناً أو تأخرت في المشاركات لضيق الوقت وحرصي على أن تكون المعلومات صحيحة وموثقة من أكثر من مصدر, وإن شاء الله سنتطرق في موضوع لاحق إلى النواحي الفنية للآلة ومواصفاتها الهندسية بشكل مفصل أكثر.
| |
|