ويتضمن الآلات التالية: آلة تفتيح البالات - لاقط المعادن - آلة التنظيف (قطن) - آلة المزج.
وظائف هذا القسم هي: -- تفتيح البالة وتحويلها من كتلة مضغوطة من الشعيرات إلى كتل صغيرة يسهل تنظيفها وتفتيحها. -- التقاط القطع المعدنية الصغيرة وعزلها بواسطة جهاز صائد المعادن (****l Detector). -- تنظيف المواد من الأوساخ العالقة وبقايا البذور (قطن). -- مزج المواد من بالات أو خامات مختلفة بهدف تحقيق الانتظامية في الخيط بواسطة آلة المزج (Mixer). -- فصل العوادم (Waste).
بعد مرحلة الفتح والتنظيف نأتي للمرحلة التالية وهي مرحلة الكرد
قسم الكرد Carding
بداية أذكر بعض أقوال خبراء الغزل في وصف الكرد: "آلة الكرد هي قلب معمل الغزل" "الكرد الجيد هو نصف عملية الغزل" "كردك بخير معملك بخير"
من الأقوال السابقة نلاحظ أهمية آلة الكرد ودورها الحيوي في عملية الغزل.
باختصار فإن وظيفة آلة الكرد هي تحويل المواد من شعيرات مبعثرة وغير منتظمة إلى حبل مستمر ومنتظم من الشعيرات المتوازية والمستقيمة.
بقليل من التفصيل نذكر الوظائف التالية: -- تسريح الشعيرات وفصلها عن بعضها البعض حتى مرحلة الشعيرة الواحدة. -- التخلص من الشعيرات القصيرة. -- التخلص من الغبار و الأوساخ المتبقية. -- صف الشعيرات وترتيبها بشكل متوازي لتشكل شبكة رقيقة. -- سحب الشبكة ضمن قناة دائرية الشكل لتحويلها إلى حبل يسمى سليفر (Sliver). -- لف الحبل ضمن براميل خاصة تمهيداً لنقله للمرحلة التالية.
الغاية من عملية السحب هي تحسين تجانس وانتظاميتة شريط الكرد (Sliver) وفي بعض الأحيان يتم مزج المواد في مرحلة السحب.
يتم في عملية السحب: -- دمج عدة أشرطة مع بعضها البعض بنسبة سحب معينة (6 أو 8 أشرطة في العادة). -- تمر الأشرطة على ثلاثة أزواج من الأسطوانات (Cylinders) بسرعات محددة لتحقيق نسبة السحب. -- الناتج شريط واحد يعبأ في براميل خاصة.
في العادة يوجد في المعمل مرحلتي سحب أول وثاني والهدف هو زيادة في انتظامية الشريط مع وجود نظام لتصحيح الإنتظامية في آلة السحب الثاني.
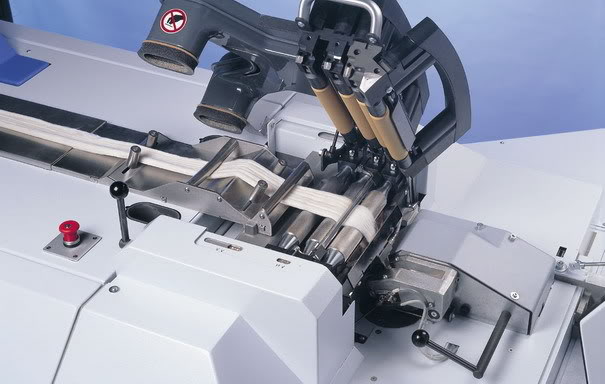
الصور التالية هي لآلة السحب TD 03 من شركة Trützschler
قسم البرم Roving
لماذا نحتاج مرحلة البرم؟ -- إن حجم براميل السحب الكبير يتطلب مساحة كبيرة جداً ووقت طويل لوضعها على آلة غزل تحوي 1200 مغزل. -- صعوبة الانتقال من مرحلة السحب إلى مرحلة الغزل مباشرة نظراً للحاجة إلى نسبة سحب عالية يصعب تنفيذها على آلات الغزل الحلقي. لذلك وللأسباب السابقة تم تجزئة عملية الغزل على مرحلتين من خلال مرحلة البرم وسمّيت بمرحلة الغزل الأولي ومرحلة الغزل النهائي وسنأتي عليها لاحقاً.
مهام مرحلة البرم: -- سحب الشريط القادم من آلات السحب بنسبة سحب معينة (4 - 20) ليصبح قطر الشريط أصغر ويسمى المبروم أو الخيط الأولي. -- منح المبروم عدداً من البرمات (10 - 100 T/m) بهدف زيادة تماسك الشعيرات مع بعضها وتحسين متانة الشد. -- لف المبروم على بكر خاص أسطواني الشكل ليتم تغذية آلات الغزل به.
يتكون نظام السحب (Drafting System) من ثلاث أسطوانات وذراع ضاغط وزوج من الأغطية (Apron). تحتوي آلات البرم الحديثة على 120 رأس (Spindle) ونظام آلي مرتبط بآلات الغزل ليؤمن تغذية مستمرة.
قسم الغزل الحلقي Ring Spinning
هي العملية التي يتحول فيها المبروم (Roving) إلى الخيط النهائي (Yarn) المطلوب على ماكينة الغزل.
مهام آلة الغزل: -- سحب المبروم لتقليل سمكه بنسبة سحب محددة حسب نمرة الخيط المطلوبة عن طريق نظام سحب مكون من ثلاث أسطوانات (Cylinders) بسرعات مختلفة لتحقيق نسبة السحب وثلاثة أزواج من الرولات (Rollers). -- إعطاء البرمات المطلوبة للخيط لزيادة كثافته ومتانته من خلال فرق السرعة بين دوران المغزل (Spindle) ومعدل التوريد (سرعة السلندر الأمامي). -- لف الخيط على ماسورات خاصة (بوبينات الغزل Bobbin) نتيجة دوران الزردة الموجودة على الحلقة حول المغزل. -- ترسل المواسير بعد ذلك إلى المرحلة التالية إما بواسطة سير ناقل متصل مباشرة مع الآلة التالية أو بتجميع المواسير في حاوية تنقل إلى آلات التدوير. الصورة التالية لآلة الغزل الحلقي G 33 من شركة Rieter
قسم التدوير Winding
في هذا القسم يتم إعادة تدوير الخيط على بكر مخروطي (Cone) سهل الكر والاستخدام لاحقاً.
مهام هذه المرحلة: -- إعادة لف الخيط على عبوات مناسبة للعمليات اللاحقة في تحضيرات النسيج. -- إزالة جميع العيوب التي نتجت من عملية الغزل. -- إزالة أي قشور أو مواد نباتية مازالت عالقة بالخيط. -- وصل الخيط عند انقطاعه أو عند انتهاء الماسورة بأفضل الطرق الممكنة وبدون أي أثر لمكان الوصل. -- إعادة تدويره لضمان شد ثابت في الخيط لتحسين الأداء والكفاءة في العمليات اللاحقة.
تحتوي آلات التدوير الحديثة على محرك مستقل لكل رأس, ويمكن تشغيل خيوط بنمر تتراوح من 2 Ne وحتى النمر الرفيعة جداً وبسرعة لف من 400 وحتى 2000 m/min.
 أمس في 5:58 pm من طرف اسلامكو5
أمس في 5:58 pm من طرف اسلامكو5